PDF Publication Title:
Text from PDF Page: 054
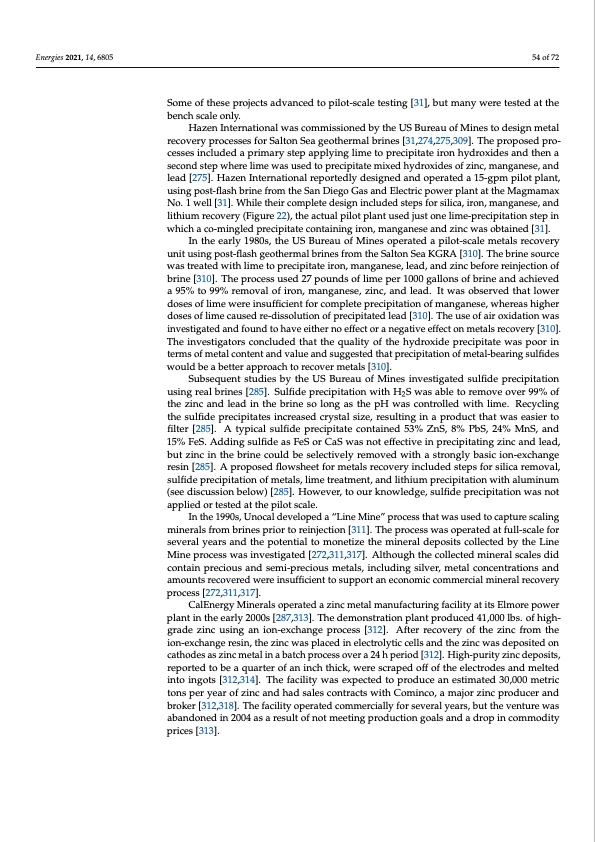
Energies 2021, 14, 6805 54 of 72 Some of these projects advanced to pilot-scale testing [31], but many were tested at the bench scale only. Hazen International was commissioned by the US Bureau of Mines to design metal recovery processes for Salton Sea geothermal brines [31,274,275,309]. The proposed pro- cesses included a primary step applying lime to precipitate iron hydroxides and then a second step where lime was used to precipitate mixed hydroxides of zinc, manganese, and lead [275]. Hazen International reportedly designed and operated a 15-gpm pilot plant, using post-flash brine from the San Diego Gas and Electric power plant at the Magmamax No. 1 well [31]. While their complete design included steps for silica, iron, manganese, and lithium recovery (Figure 22), the actual pilot plant used just one lime-precipitation step in which a co-mingled precipitate containing iron, manganese and zinc was obtained [31]. In the early 1980s, the US Bureau of Mines operated a pilot-scale metals recovery unit using post-flash geothermal brines from the Salton Sea KGRA [310]. The brine source was treated with lime to precipitate iron, manganese, lead, and zinc before reinjection of brine [310]. The process used 27 pounds of lime per 1000 gallons of brine and achieved a 95% to 99% removal of iron, manganese, zinc, and lead. It was observed that lower doses of lime were insufficient for complete precipitation of manganese, whereas higher doses of lime caused re-dissolution of precipitated lead [310]. The use of air oxidation was investigated and found to have either no effect or a negative effect on metals recovery [310]. The investigators concluded that the quality of the hydroxide precipitate was poor in terms of metal content and value and suggested that precipitation of metal-bearing sulfides would be a better approach to recover metals [310]. Subsequent studies by the US Bureau of Mines investigated sulfide precipitation using real brines [285]. Sulfide precipitation with H2S was able to remove over 99% of the zinc and lead in the brine so long as the pH was controlled with lime. Recycling the sulfide precipitates increased crystal size, resulting in a product that was easier to filter [285]. A typical sulfide precipitate contained 53% ZnS, 8% PbS, 24% MnS, and 15% FeS. Adding sulfide as FeS or CaS was not effective in precipitating zinc and lead, but zinc in the brine could be selectively removed with a strongly basic ion-exchange resin [285]. A proposed flowsheet for metals recovery included steps for silica removal, sulfide precipitation of metals, lime treatment, and lithium precipitation with aluminum (see discussion below) [285]. However, to our knowledge, sulfide precipitation was not applied or tested at the pilot scale. In the 1990s, Unocal developed a “Line Mine” process that was used to capture scaling minerals from brines prior to reinjection [311]. The process was operated at full-scale for several years and the potential to monetize the mineral deposits collected by the Line Mine process was investigated [272,311,317]. Although the collected mineral scales did contain precious and semi-precious metals, including silver, metal concentrations and amounts recovered were insufficient to support an economic commercial mineral recovery process [272,311,317]. CalEnergy Minerals operated a zinc metal manufacturing facility at its Elmore power plant in the early 2000s [287,313]. The demonstration plant produced 41,000 lbs. of high- grade zinc using an ion-exchange process [312]. After recovery of the zinc from the ion-exchange resin, the zinc was placed in electrolytic cells and the zinc was deposited on cathodes as zinc metal in a batch process over a 24 h period [312]. High-purity zinc deposits, reported to be a quarter of an inch thick, were scraped off of the electrodes and melted into ingots [312,314]. The facility was expected to produce an estimated 30,000 metric tons per year of zinc and had sales contracts with Cominco, a major zinc producer and broker [312,318]. The facility operated commercially for several years, but the venture was abandoned in 2004 as a result of not meeting production goals and a drop in commodity prices [313].PDF Image | Recovery of Lithium from Geothermal Brines
PDF Search Title:
Recovery of Lithium from Geothermal BrinesOriginal File Name Searched:
energies-14-06805-v2.pdfDIY PDF Search: Google It | Yahoo | Bing
Product and Development Focus for Infinity Turbine
ORC Waste Heat Turbine and ORC System Build Plans: All turbine plans are $10,000 each. This allows you to build a system and then consider licensing for production after you have completed and tested a unit.Redox Flow Battery Technology: With the advent of the new USA tax credits for producing and selling batteries ($35/kW) we are focussing on a simple flow battery using shipping containers as the modular electrolyte storage units with tax credits up to $140,000 per system. Our main focus is on the salt battery. This battery can be used for both thermal and electrical storage applications. We call it the Cogeneration Battery or Cogen Battery. One project is converting salt (brine) based water conditioners to simultaneously produce power. In addition, there are many opportunities to extract Lithium from brine (salt lakes, groundwater, and producer water).Salt water or brine are huge sources for lithium. Most of the worlds lithium is acquired from a brine source. It's even in seawater in a low concentration. Brine is also a byproduct of huge powerplants, which can now use that as an electrolyte and a huge flow battery (which allows storage at the source).We welcome any business and equipment inquiries, as well as licensing our turbines for manufacturing.| CONTACT TEL: 608-238-6001 Email: greg@infinityturbine.com | RSS | AMP |